客服热线:
客服热线:
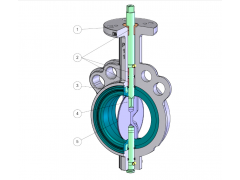
由三刃或六刃可转位硬质合金刀片和盘铣刀组成的刀具系统,带有多个刀片座,用于纵向或径向进给多边形铣削。
通过改变所使用的切削刀片和传动比,可以用一把盘铣刀加工一系列多边形轮廓。
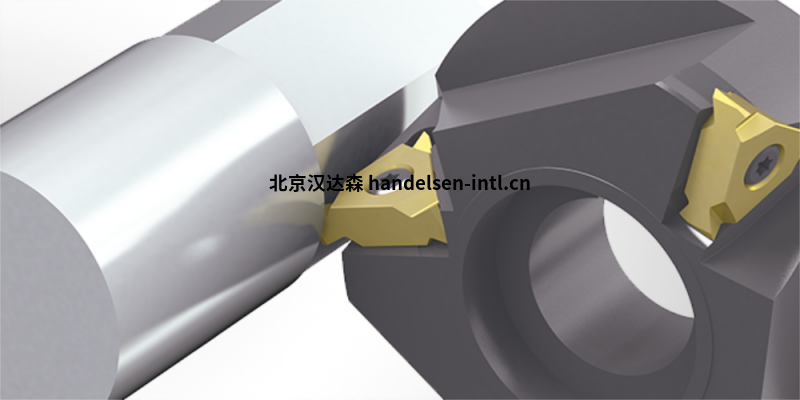
多边形铣削允许在数控车床、瑞士式车床和多主轴机床上加工旋转对称工件的平面。对于多边形锐削,主轴(工件)和刀具主轴(刀)必须在削方向上以紧密同步的传动比运行。
| 王亚辉 QQ:2353585188 手机:18519029373 电话:010-64714988-171 传真:010-84786709-667 邮件:sales12@handelsen.cn |
 |  |
多边形铣削的过程中叠加两个圆周运动,这导致稍微凸或凹面,这取决于传动比。这种影响通常是微不足道的可以减少比例较大的切割直径。建议切割直径和六角扳手尺寸的ded组合如下表所示,在所有其他情况下我们建议进行技术评估。
刀具的进给方向应遵循工件轴线的方向,这样可以复制额外的倒角和出口。肩后或肩部之间的表面也可以用径向进给法加工。